






















在全球废塑料存量已突破10亿吨、年新增量逾6000万吨的严峻现实面前,传统的填埋与焚烧处理路线已难以为继。化学回收,特别是催化裂解与催化氧化技术,被视为实现废塑料闭环循环和高值化利用的核心路径。然而,废塑料化学回收过程中的一个长期痛点——如何在保持反应釜密封完整的前提下实现连续或半连续加料,始终没有得到令人满意的工程解决方案。频繁开盖加料不仅中断反应进程、带来气体泄漏风险,更让“连续化生产”这一高值化化学回收的核心理念在工程实践中屡屡碰壁。
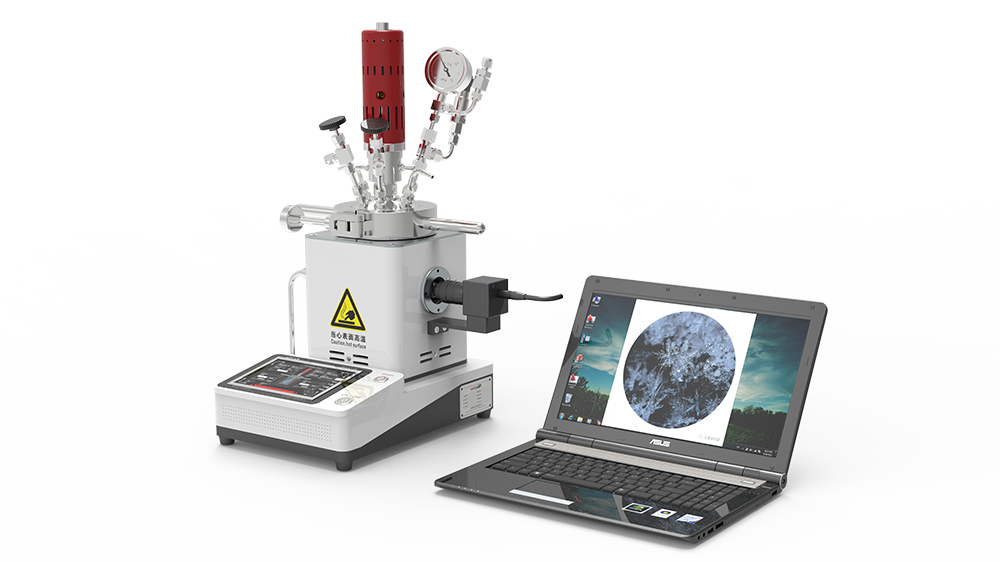
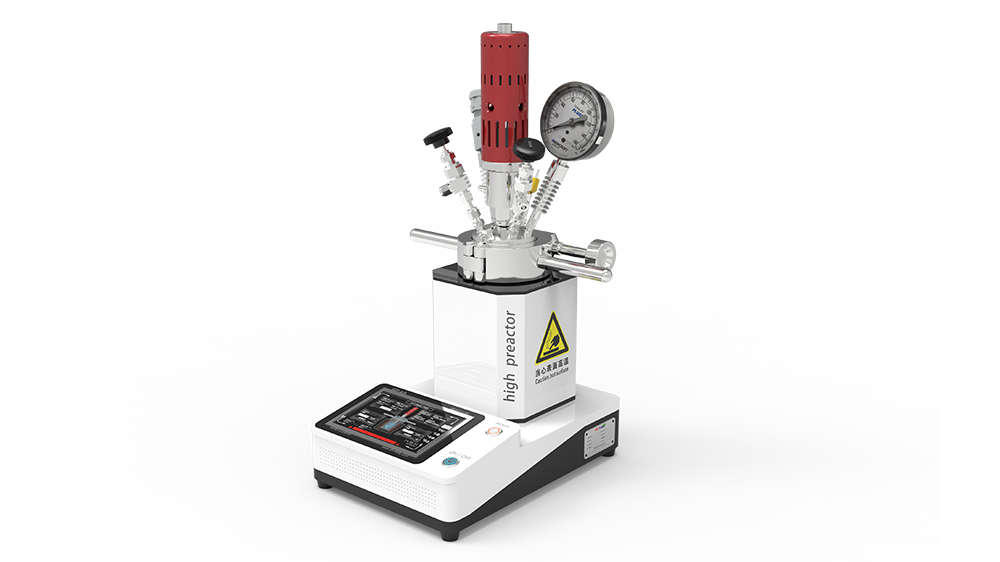
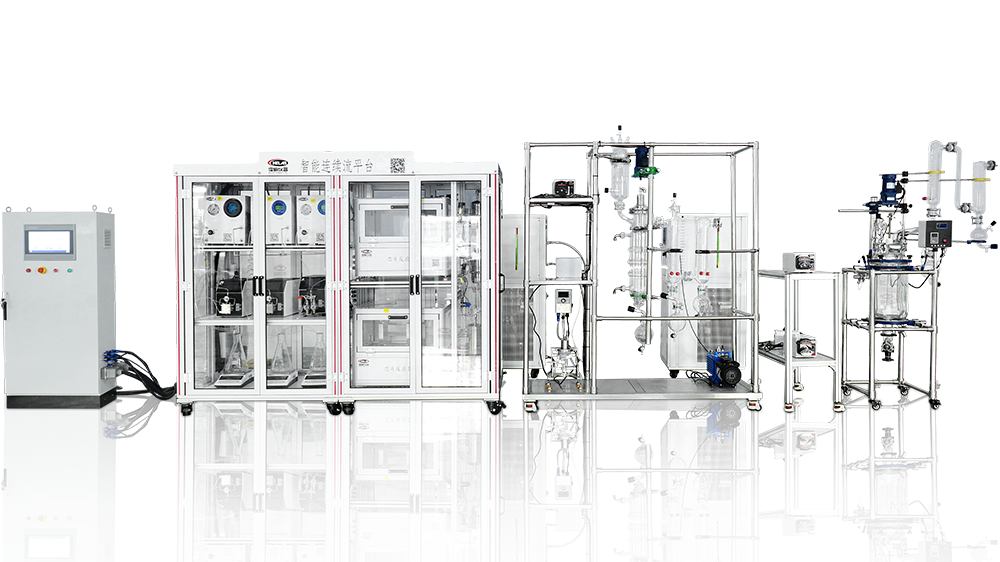
霍桐仪器(HTLAB)针对废塑料降解工艺对免开盖加料的迫切需求,推出了以密闭反应釜为核心架构的废塑料降解装置,在10L标准容积(可定制至50L、100L)的平台尺度上,为废塑料催化氧化制苯甲酸、废塑料制燃料油等工艺路线的连续化升级提供了关键装备支撑。

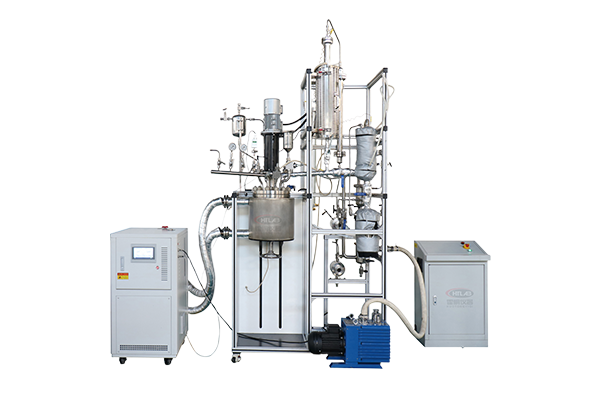
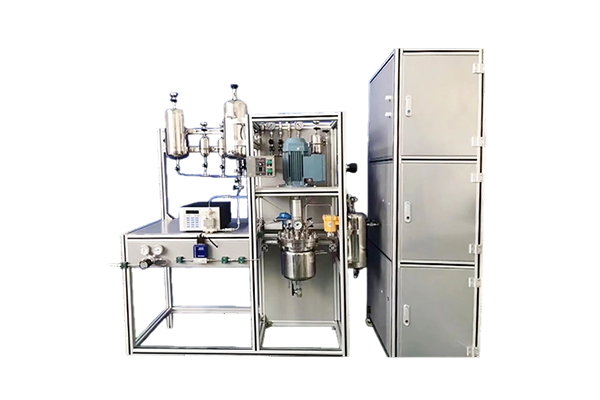
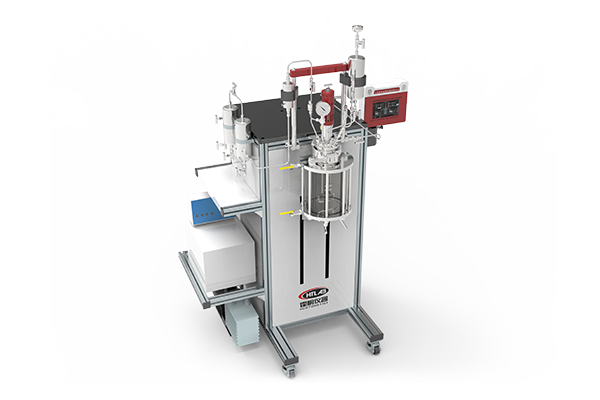
霍桐废塑料降解装置,密闭反应釜集成固体加料口与加压加料罐,支持PE、PP、PS催化氧化工艺开发
一、免开盖加料:从实验室断续到连续化生产的工程跨越
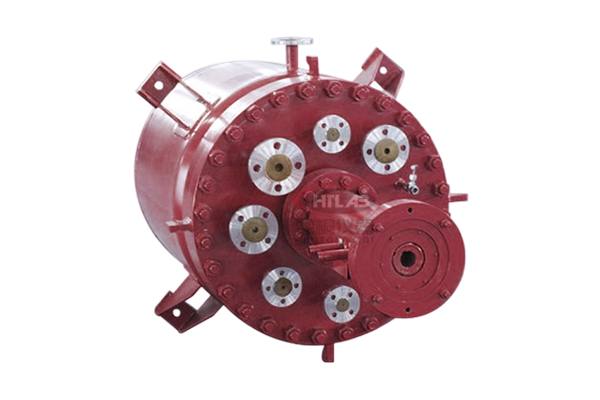
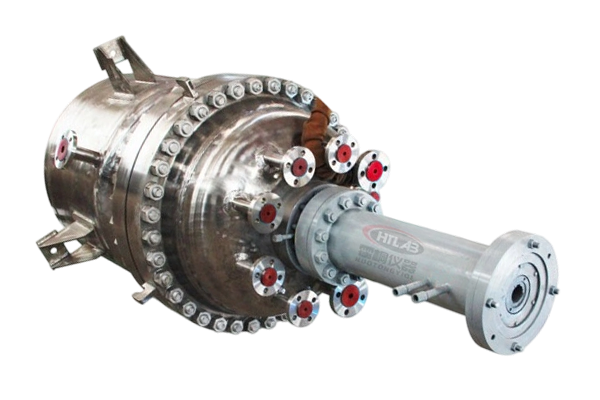
废塑料降解工艺的特殊性在于,塑料原料在反应过程中需要分批或持续补加,而传统反应釜每次加料都必须先泄压、开釜、投料、再密封、重新升压——这一过程不仅耗时耗力,更直接推高了实验周期与操作风险。霍桐密闭反应釜在结构设计上给出了直接回应:釜盖固定,釜体电动升降。釜盖上集成的固体加料口与加压加料罐,实现了在不破坏反应釜密封状态下的免开盖加料操作。塑料颗粒、溶剂等物料可通过加料罐预先加压至与反应釜内持平的压力状态,随后打开隔离阀完成物料转移。这套机制从根本上杜绝了常规加料操作导致的气体泄漏与压力波动,使降解反应可以持续、平稳地推进。无论是PE、PP、PS的催化氧化,还是PLA的丙交酯回收,这套免开盖加料机制都为废塑料的连续化化学回收提供了一个在工程上切实可行的路径。
二、气体流量控制器:氧环境下的可控氧化
废塑料的催化氧化过程,对气体环境的控制精度有着极为苛刻的要求。氧气流量过大,可能导致氧化过度甚至燃烧失控;氧气不足,则转化率低下、副产物增多。霍桐废塑料降解装置在气体管理层面配备了高精度气体流量控制器(质量流量计),量程0~5000sccm,适配氮气、氧气、空气等多种介质,控制精度达到±1%F.S.,可精确地将氧气压力控制在1.5~1.6MPa范围内。这一精度在废塑料催化氧化工艺开发中意义重大——废塑料制燃料油或苯甲酸的工艺窗口往往并不宽阔,反应条件的微小偏移就可能改变产物分布。高质量的气体管理能力,确保了从实验室条件优化到中试验证的数据可迁移性,大幅降低了因气量波动导致的数据不可重复风险。值得关注的是,近年来废塑料化学回收领域涌现了一批代表性的技术突破:四川大学张帆教授团队在300°C温和条件下实现了废弃聚烯烃向低碳烯烃的高效转化,C₃-C₈烯烃收率高达67%;韩布兴院士团队在240°C的温和温度下,使用WZr-KIT-6和HZSM-5双催化剂实现了聚乙烯向汽油的高选择性转化,汽油产率达到87%;而华东师范大学张伟团队更是在Science上发表了全球首创的室温催化转化技术,将脱氯、裂解和烷基化三步反应整合为单一过程,实现了混合废塑料一步高效转化为高标号燃油。从这些前沿成果可以看出,反应工艺的温和化、高效化是明确的技术趋势,而实现这些突破性配方从论文到装备的迁移,一套具备精准温压控制能力的平台是必不可少的基础支撑。高精度质量流量控制器,实现氧气分压 ±0.05MPa的精准调节
三、油浴加热:高黏降解体系的温控解决方案
废塑料在降解过程中会经历从固态到熔融态再到低黏流体或气态产物的物理变化,而在熔融阶段,体系的黏度可能高达数千乃至上万厘泊,传热效率和温度均匀性成为影响反应速率与产物选择性的核心变量。霍桐装置采用夹套油浴加热方案,导热油在夹套内循环流动,实现釜体外壁面均匀的热交换,最高加热温度可达300°C,控温精度±1℃。PID程控支持10段升降温曲线设计,可精细匹配反应各阶段的热管理需求。对于催化氧化工艺(如PE在含氧氛围下降解制取苯甲酸或燃料油),准确的温度控制不仅关系到目标产物的收率,更直接决定了反应体系的安全性——温度过高可能引发失控氧化,过低则导致转化停滞。在出料环节,装置管线配置了电伴热保温(伴热功率200W/m,温度可调至200℃),确保高黏熔融物料在出料过程中维持良好的流动性,防止因温度下降导致的管路堵塞。
四、出料防堵塞:双接收罐与滤筐设计的工程智慧
废塑料降解产生的产物通常包含液相(油品)与固相(炭渣、未反应完全的杂质、催化剂微粒等)的混合物,传统设备在出料环节极易因固相沉降而堵塞管路,导致实验中断乃至设备损坏。霍桐装置在出料端采用气压压送配合滤筐接收罐的集成设计:高温工况下,产物混合物经气压从釜体压送至滤筐接收罐,液相流入收集容器,固相被滤筐截留;搭配管线电伴热系统,熔融物料在整个输运路径中保持适宜的温度,彻底解决了高温物料出料结块堵塞的行业痛点。这一设计不仅降低了操作人员清理管路的重复劳动,更重要的是使产物收集过程标准化、可重现,为后续的产物分析和工艺经济性评估提供了可靠的样品获取方式。
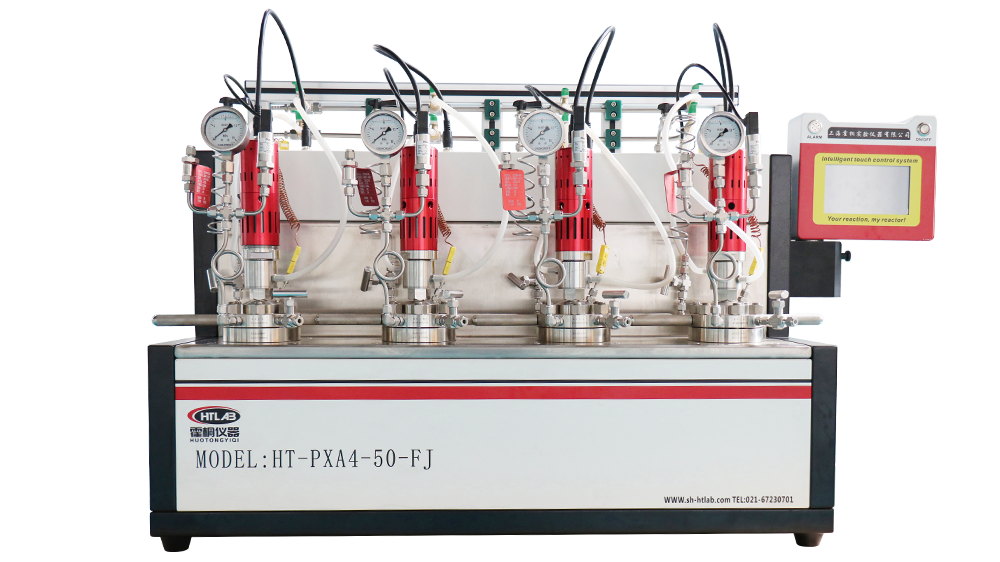
五、从实验室到中试:废塑料化学回收的装备体系构建
一套废塑料降解装置的价值,不仅在于完成一次反应,更在于它所生成的高质量、高密度工程数据能够为后续的放大设计提供可靠依据。霍桐装置所有关键运行参数——温度、压力、气体流量、固体料仓重量——均被实时记录并存储,为反应动力学研究、催化剂失活分析和全流程经济性评估提供原始数据支撑。设备的10L标准容积定位精准——不足1L的微型反应釜难以产生具有工程代表性的降解数据,百升级别的中试装置又需要巨大的物料消耗和更高的安全投入,而10L处于小试分析向中试验证的过渡区间,既可用更少量的催化剂和原料完成工艺条件的深度筛选,又足以产生具有工业化参考价值的降解率、产品收率和物料平衡数据。从更宏观的行业视角看,广东东粤化学20万吨/年混合废塑料深度催化裂解项目已于2024年开工建设,首创的CPDCC 一步法工艺将混合废塑料直接制成液化塑料裂解气,产品收率较传统工艺提高至少40%;中国石化塔河炼化首个万吨级废塑料连续热裂解工业示范项目也已进入建设后期。行业印证了废塑料化学回收正在从不完善的实验室概念走向产业化落地,而装备的可靠性、密封性、温压控制精度和安全保障能力,将是这一从试验走向工业规模的产业化浪潮中最为核心的变量。
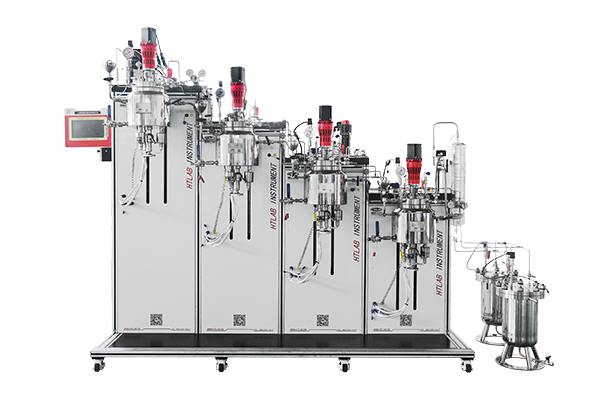
结语:免开盖,见连续。 霍桐仪器废塑料降解装置在密闭反应釜的基础上,集成了固体加料免开盖、气体流量精控、油浴均温加热和出料防堵塞等关键功能模块,从真正意义上回应了废塑料化学回收对于“连续性”的核心工程诉求。从PE催化氧化制苯甲酸的研究,到废塑料制燃料油的工艺验证,从PLA解聚回收丙交酯,到复杂混合废塑料的催化裂解前处理,霍桐装置的应用范围始终紧密贴合行业实际需求。这套系统在做的事情,是为每一种废塑料高值化化学回收路线,提供一个标准化的、足够敏感的、数据可复现的、安全有保障的试验平台,让科研人员有条件将精力专注在最核心的催化剂设计与工艺优化上,而把工程装备层面的可靠性挑战提前消化在这一平台上。
免开盖实现连续加料,气体精控保障氧化平稳;油浴均温熔融可调,防堵塞出料畅通无阻。




